Calculating Cpk in Excel is an essential skill for quality control professionals and anyone involved in process improvement. Understanding how to compute Cpk helps organizations assess their manufacturing processes and ensure they meet customer specifications. In this article, we will delve into the intricacies of Cpk calculation, its significance, and how to perform it using Microsoft Excel. We will also explore practical examples and provide tips for effective data analysis.
Process capability indices, such as Cpk, are vital in determining how well a process can produce outputs that meet specifications. Cpk, in particular, measures how far a process can deviate from its target while remaining within specified limits. This metric is crucial for identifying areas for improvement and ensuring consistent product quality. Whether you're a seasoned professional or a newcomer to quality management, mastering Cpk calculation in Excel will enhance your analytical skills and contribute to better decision-making.
In the following sections, we will provide a detailed overview of the Cpk calculation process, including step-by-step instructions for using Excel. We will also highlight common pitfalls, best practices, and real-world application scenarios. By the end of this article, you will have a solid understanding of how to calculate Cpk and apply it in your quality management efforts.
Table of Contents
- What is Cpk?
- Importance of Cpk in Quality Management
- Cpk Calculation Formula
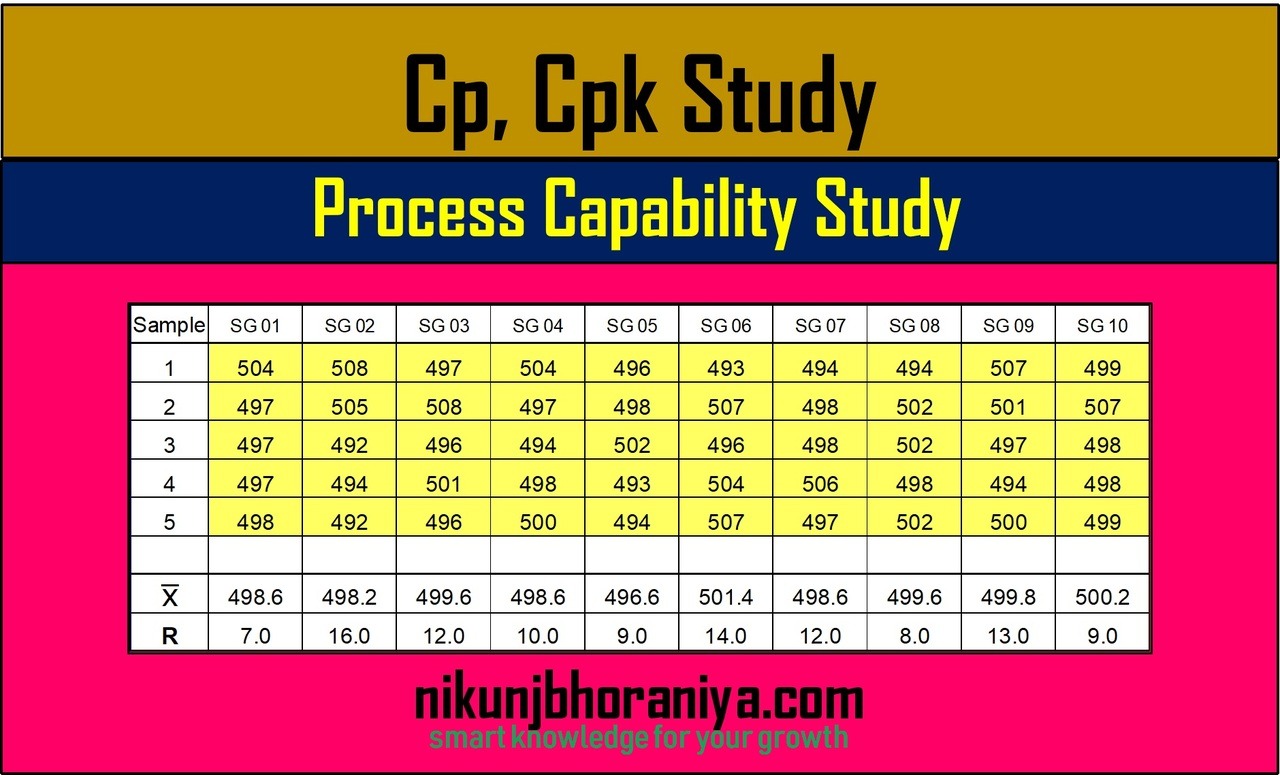
- Gathering Data for Cpk Calculation
- Step-by-Step Guide to Calculate Cpk in Excel
- Common Pitfalls in Cpk Calculation
- Best Practices for Using Cpk
- Real-World Applications of Cpk
What is Cpk?
Cpk stands for "Process Capability Index," and it measures how well a process can produce output within specified limits. It assesses the capability of a process to meet customer specifications by considering both the process variation and the distance from the target value. In simple terms, Cpk quantifies how capable a process is of producing products that conform to required specifications.
The Cpk index is calculated using the following formula:
Cpk = min(Cpu, Cpl)
Where:
- Cpu = (USL - μ) / (3σ)
- Cpl = (μ - LSL) / (3σ)
In this formula:
- USL = Upper Specification Limit
- LSL = Lower Specification Limit
- μ = Process Mean
- σ = Process Standard Deviation
Importance of Cpk in Quality Management
The Cpk index is crucial for organizations aiming for excellence in quality management. Here are several reasons why understanding and calculating Cpk is important:
- Quality Control: Cpk provides a quantitative measure of how capable a process is in meeting quality standards.
- Continuous Improvement: By monitoring Cpk values over time, organizations can identify trends and areas for improvement.
- Customer Satisfaction: A higher Cpk indicates a greater likelihood of producing products that meet customer specifications, enhancing customer satisfaction.
- Decision Making: Cpk aids in making informed decisions regarding process adjustments and improvements.
Cpk Calculation Formula
The formula for calculating Cpk, as mentioned earlier, involves determining the process mean and standard deviation, as well as the upper and lower specification limits. Let's break down the formula components:
Understanding the Components
- Process Mean (μ): The average value of the data collected from the process.
- Process Standard Deviation (σ): A measure of the variation or spread of the process data.
- Upper Specification Limit (USL): The maximum acceptable value for the product or process output.
- Lower Specification Limit (LSL): The minimum acceptable value for the product or process output.
Once these components are determined, you can apply them in the Cpk formula to assess process capability.
Gathering Data for Cpk Calculation
Accurate data collection is crucial for calculating Cpk effectively. Here are some steps to guide you in gathering the necessary data:
- Identify the Process: Determine which process or product you want to analyze.
- Collect Samples: Take a representative sample of data from the process output.
- Determine Specifications: Identify the USL and LSL for the product or process.
- Calculate Mean and Standard Deviation: Use statistical methods to compute the mean and standard deviation of your sample data.
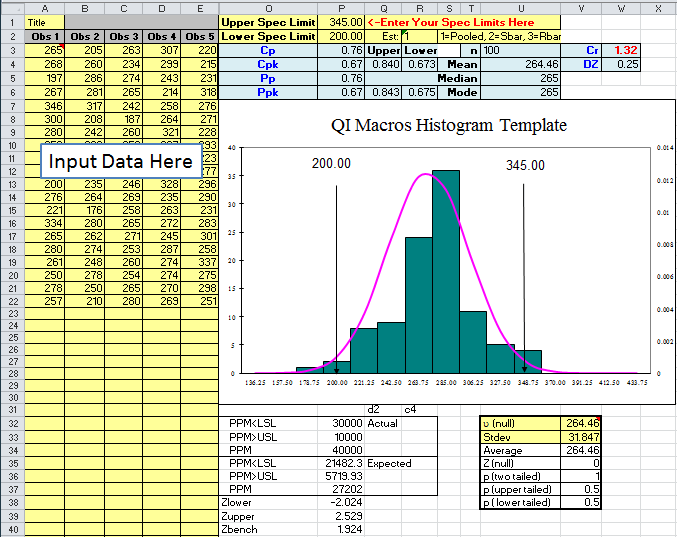
Step-by-Step Guide to Calculate Cpk in Excel
Now that we have a foundational understanding of Cpk, let's move on to the practical application of calculating Cpk using Microsoft Excel. Follow these steps:
Step 1: Open Excel and Set Up Your Data
Open a new Excel spreadsheet and set up your data in columns. For example:
- Column A: Sample Data
- Column B: Upper Specification Limit (USL)
- Column C: Lower Specification Limit (LSL)
Step 2: Calculate the Mean
Use the AVERAGE function in Excel to calculate the mean of your sample data.
Formula: =AVERAGE(A2:A10) (assuming your sample data is in cells A2 to A10)
Step 3: Calculate the Standard Deviation
Use the STDEV.P function to calculate the standard deviation of your sample data.
Formula: =STDEV.P(A2:A10)
Step 4: Calculate Cpu and Cpl
Using the formulas provided earlier, calculate Cpu and Cpl:
- Cpu:
=(B2 - Mean) / (3 * Standard Deviation) - Cpl:
=(Mean - C2) / (3 * Standard Deviation)
Step 5: Calculate Cpk
Finally, calculate Cpk by taking the minimum of Cpu and Cpl:
Formula: =MIN(Cpu, Cpl)
Common Pitfalls in Cpk Calculation
While calculating Cpk, there are several common pitfalls to avoid:
- Neglecting Data Quality: Ensure that the data collected is accurate and representative of the process.
- Incorrect Specification Limits: Double-check that the USL and LSL are correctly defined.
- Ignoring Sample Size: A small sample size can lead to misleading results; ensure adequate data collection.
- Misinterpreting Cpk Values: Understand that a high Cpk does not always guarantee product quality; it is just one aspect of process capability.
Best Practices for Using Cpk
To maximize the effectiveness of Cpk calculations, consider these best practices:
- Regular Monitoring: Continuously monitor Cpk values to identify trends and variations in process capability.
- Engage in Root Cause Analysis: If Cpk values are low, conduct root cause analysis to identify and address the underlying issues.
- Involve Stakeholders: Engage team members and stakeholders in discussions about process improvements and quality initiatives.
- Continuous Training: Provide training for team members on statistical process control and Cpk analysis.
Real-World Applications of Cpk
C
You Might Also Like
2011 Ford Fiesta Tire Light Reset: A Comprehensive GuideCan You Drive A Boat Without A License? Understanding The Rules And Regulations
Can Your Job Require A Doctor's Note? Understanding Workplace Policies
Understanding Dexcom G6 Arrow Meanings: A Comprehensive Guide
Understanding ASA Softball Field Measurements: A Comprehensive Guide
Article Recommendations
- Olivia Ponton Tekashi Shocking New Details Emerge
- Understanding Bernadette Peters Age And Timeless Talent
- Alexsia Saldaris A Comprehensive Profile And Intriguing Insights